济宁山一重工机械有限公司
Jining Shanyi Heavy Industry Machinery Co., Ltd
咨询服务热线:
15588758615
Jining Shanyi Heavy Industry Machinery Co., Ltd
15588758615
Product classification

矿用钢带成型机
一、设备名称:钢带成型机
二、规格型号:KW 型
三、设备主要技术参数
| 序号 | 基本参数 | 备注 | |
| 1 | 压平辊 | φ110圆钢 | 45#调质加工 |
| 2 | 最大进板宽度 | 400mm | 150-400 |
| 3 | 适用材料厚度 | 2.0-6.0mm | 厚度可调 |
| 4 | 调节方式 | 四位调节 | 手动调节 |
| 5 | 开平 | 5轴 | 5轴、上三下二、高频硬度HRC45-50度 |
| 6 | 整平调节方式 | 手动调节 | 手动调节开平轴以达到带钢平整 |
| 7 | 轮子材质 | Cr12 | 车床加工淬火精车 |
| 8 | 轴 | φ85圆钢 | 45#调质 车床加工调质精车 |
| 9 | 机架 | 400H钢 | 焊接加工 |
| 10 | 设备动力 | 33kW | 三台11kw-6电机 |
| 11 | 液压动力 | 11kW | 油箱容量160升 |
| 12 | 立板厚度 | 25mm | 铣床钻床加工 |
| 13 | 传动方式 | 链条 | 1.6寸双排 |
| 14 | 成型速度 | 5-9M/min | 通过变频器调节速度 |
| 15 | 成型调直 | 上下 | 手动调节两道调直轴 |
| 17 | 切断冲孔方式 | 液压 | 工业plc数控控制 |
| 18 | 刀片材质 | Cr12 | 淬火-磨床-线切割 |
四、设备生产工艺
设备据有合理的冷弯成型、先进的全数控不停机成型及工业PLC控制功能,有科学的材料处理手段,能一次性将卷钢板调平并加工成符合标准要求的矿用W型、M型钢带。
具体生产工艺要求:开卷—送料—校平—冷轧成型—冲孔—切断—出料。
五、设备性能和功能要求
该设备配备生产W型、M型钢带所需的压轮、模具、切刀等,实现对W型、M型钢带系列规格产品制作,满足总宽度400mm、厚度2-6mm 规格钢带加工,进料处设有上下进料平辊,内部设有调平机构、导向机构,保证卷料校平和进料端正。冷轧成型轮位置可调,保证钢带内部凹槽尺寸和产品多规格制作。按照钢带眼孔要求,配置适合的冲模和切刀,以保证眼孔加工和切断。对其主要部件功能要求如下:
设备应由传动、压型、液压、电气程控等部分组成,包含开卷、送料、调平、校正、成型、冲孔、切断、出成品等工序。
配套T型钢带切刀和冲孔模具可以装在油压机上来回切换使用。
钢带机生产出的产品能够满足以下要求:
1.开卷机构
开卷机构采用自动液压撑开式,且具备气动压卷装置,要求开卷机构能承载钢卷并在送料辊的拉动下将钢卷展开。机器安装时将其安装于距送料机构5-6米的位置,开卷机构放料架应能承受重量不小于9T。
2.送料机构
送料机构由上、下平辊组成,当卷板头部送入两辊间,应保证钢板可在两辊的压紧滚动下前进。
3.调平机构
在送料辊的前边上下设有不少于5个辊轮作为调平辊。下面两辊位置固定,上面三辊可上下调整以达到将钢板调平的目的,上、下辊间距调到适当位置后,应设置有锁紧螺母可将调整螺栓锁紧。
4.导向机构
在送料辊与调平机构的中间,装有一套导向辊。并配置调整螺栓,调整左、或右面的调整螺丝可使钢带向右或向左移动,以达到调整钢板左右位置的目的,可满足宽度150-400mm钢带的对中调整。
5.冷轧成型机构
冷轧成型机构应由十五组轧辊组成外加两组调整辊,要求成型轧辊由特种钢铬12制成,硬度高,耐磨性好,使用寿命长质保五年。轧辊必须设置可调节横肋凸轮,调节紧固方便、牢固,并能满足使用方需求形态规格。
6.钢带的冲孔与切断机构
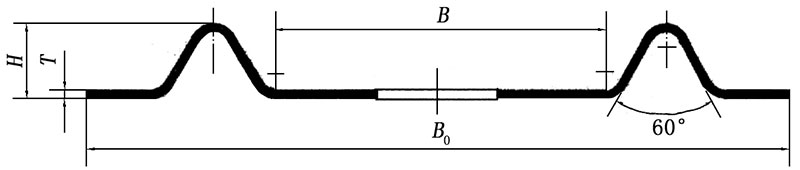
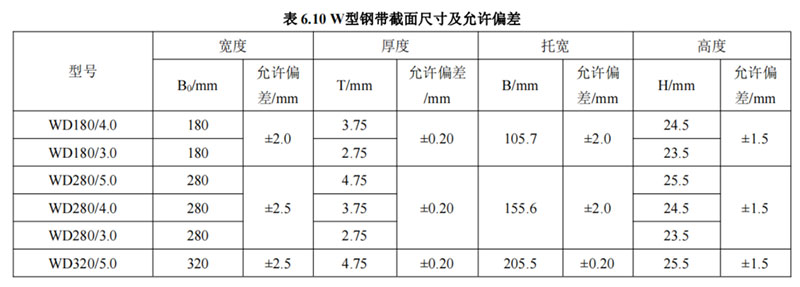
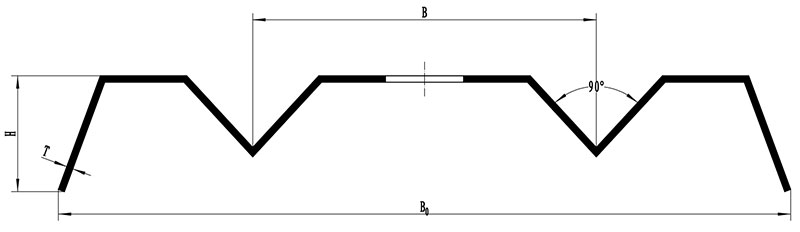
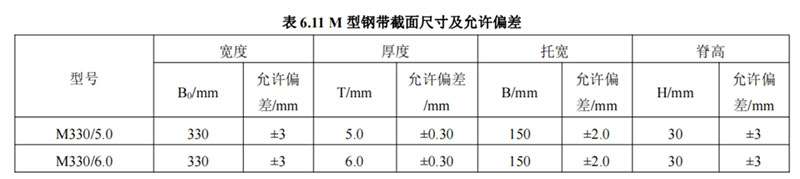
在机器的末端设置钢带的冲孔机构与切断机构,采用两个液压缸的动力分别可以完成钢带的冲孔和切断工作,满足自动和手动的冲孔及切断要求。结构应合理,配件要求易更换。W型钢带切刀具备生产180mm、280mm、290mm、295mm、320mm、330mm的W型钢带能力;M型钢带切刀具备生产330mm的M型钢带能力。
7.出料架
机器末端出料部设置出料架,出料后实现自动整齐码放,用于承托成品钢带。
8.传动系统
通过三台11KW电机和三台ZQ500减速机传动,采用链轮链条传动带动各组轧辊转动。采用国内知名品牌变频器进行调速控制。
9.液压系统
由国内知名品牌11kw电机、油泵、油箱和液压换向阀及管路等组成液压站,主要作用是按指令进行钢带的冲孔和切断工作。液压站应采用先进的元件,经控制系统控制,对滚扎成型的钢带能做到自动液压冲孔、定尺切断,以生产出形状美观、尺寸标准的优质产品。
10.电气控制系统
整个电气控制系统采用PLC全数码控制。操作方式设自动和手动两种。保证钢带调正、压平、推进、滚压成型、定尺、冲孔、切断等过程可一次性自动完成,并设有自动计长和自动计数功能。
11.配套备品备件
| 序号 | 名称 | 规格型号 | 单位 | 数量 | 备注 |
| 1 | W型钢带成型模具总成 | W320 | 组 | 5 | 五道成型轴总成;包含轴链轮瓦盒压辊上下共十道轴 |
| 2 | M型钢带成型模具 | M330 | 套 | 1 | 十五组压辊两组调整辊 |
| 3 | T型钢带切刀 | T140 | 副 | 1 | 配合油压机使用 |
| 4 | W型冲头模具 | φ35*55 | 套 | 1 | 钢带冲眼,Cr12Mov,需进行热处理加工。 |
| 5 | M型冲头模具 | φ40*60 | 套 | 1 | 钢带冲眼,Cr12Mov,需进行热处理加工。 |
| 6 | W型冲头模具 | φ25*80 | 套 | 1 | 钢带冲眼。Cr12Mov,需进行热处理加工。 |
| 7 | W型冲头模具 | φ35*80 | 套 | 1 | 钢带冲眼,Cr12Mov,需进行热处理加工。 |
| 8 | W型冲头模具 | φ60*80 | 套 | 1 | 钢带冲眼,Cr12Mov,需进行热处理加工。 |
| 9 | W型冲头模具 | φ30*100 | 套 | 1 | 钢带冲眼,Cr12Mov,需进行热处理加工。 |
| 10 | W型冲头模具 | φ35*100 | 套 | 1 | 钢带冲眼,Cr12Mov,需进行热处理加工。 |
| 11 | W型切刀 | 180 | 套 | 1 | W型钢带切刀,Cr12Mov,需进行热处理加工。 |
| 12 | W型切刀 | 280 | 套 | 1 | W型钢带切刀,Cr12Mov,需进行热处理加工。 |
| 14 | W型切刀 | 295 | 套 | 1 | W型钢带切刀,Cr12Mov,需进行热处理加工。 |
| 13 | W型切刀 | 290 | 套 | 1 | W型钢带切刀,Cr12Mov,需进行热处理加工。 |
| 15 | W型切刀 | 320 | 套 | 2 | W型钢带切刀,Cr12Mov,需进行热处理加工。 |
| 16 | M型切刀 | 330 | 套 | 2 | W型钢带切刀,Cr12Mov,需进行热处理加工。 |
| 17 | T型钢带冲孔 | 34*60 | 套 | 2 | 配合油压机使用 |
| 18 | W型切刀 | 330 | 套 | 1 | W型钢带切刀,Cr12Mov,需进行热处理加工。 |
11. 设备的零部件选用业内知名品牌的通用系列产品。
12. 设备具有足够的强度,有高的稳定性和可靠性。
13. 不使用高耗能淘汰类电动机及其他电气设备。
六、安装、培训服务
1.供货方提供安装调试服务,对需方各种规格钢带进行试验,调试设备使其满足技术要求和使用要求,并负责培训其技术人员。
2.现场培训:供货方安装工程师在现场为使用方安装设备时,手把手的指导使用方技术人员进行设备操作、维护保养及机械、电气原理讲解,使之能迅速胜任设备正常操作,并能做好日常维护工作。
3.免费为使用方培训维护、操作人员,并提供长期技术指导。
七、技术资料及质保期
1.使用及维修说明书(附图:设备安装基础图、电气原理图、控制系统图等相关图纸)。
2.设备供货方运送到使用方规定的地点,由使用方负责卸车。基础准备,供货方负责整套系统的安装工作,使用方积极配合;设备保质期为到厂安装调试并验收合格后12个月,如因设备质量原因造成故障,保质期顺延;产品具有完善的售后服务,有专人负责售后服务工作,并提供配件明细及单价。
3.供货方根据使用方的需求长期提供服务及培训;在保质期内,设备出现故障时,只要收到使用方的通知,必须及时答复;如使用方排除不了故障,供货方在24小时内派技术人员现场解决。若因质量问题造成设备故障,由供货方赔偿使用方的经济损失。
4.对质保期满后的维修服务,供货方应做到在收到维修通知后指派专业技术人员24小时内到达现场,对设备进行协助维修,以最优惠的价格提供零部件和服务。必要时使用方可派技术人员到供货方进行现场培训学习。保证常年提供设备所需要的配件,并保证所提供配件的质量。
联系人:张经理
手机:15588758615
电话:0537-2582299
网址:www.jnsyzg.com

 公司新闻
公司新闻 行业资讯
行业资讯 常见问题
常见问题