济宁山一重工机械有限公司
Jining Shanyi Heavy Industry Machinery Co., Ltd
咨询服务热线:
15588758615
Jining Shanyi Heavy Industry Machinery Co., Ltd
15588758615
Product classification

一、全自动数控锚网编织焊接窝边(焊环 两边耳环)网机配置
1.功能配置:
(1)单台套设备升级改造后应配置放线盘15-18套、编织机1套、焊接机1套(焊接电极)、剪网机(带自动落料架),包含但不限于以上部件。
(2)设备最大加工宽度尺寸为1280mm,加工长度不限。网格尺寸80mm×80mm,加工速度不低于1.0m/min。
(3)在硬件加工能力允许范围内,可通过灵活调整电气控制模式,实现不同规格尺寸的金属网片加工。除实现自动控制外,在手动控制模式下,不同工序环节可实现手动控制。
二、全自动数控钢筋编织焊接窝边(焊环边)网机技术要求:
2.技术要求:
(1)设备运行稳定,自动化程度高。设备整体采用PLC程序控制,实现纵(经)丝进丝、压花,剪断部位握边由人工完成,横丝穿丝、剪断,网格焊接、弯圈和弯边两种功能同时实现、另外焊环、剪断、落料等环节自动化运行。纵丝进丝、横丝穿丝、两侧握环工序采用PLC运算控制完成,速度可调。控制模式分为自动控制和手动控制,手动控制模式下,各工序不应相互干扰。设备可根据编织网长度、宽度等尺寸实现灵活快速调整生产规格。
本机自动化简述:经丝自动入丝,纬丝自动入丝,纬丝自动剪断,数控送经,数控变缯,数控剪断机,数控折2个耳环边180°,数控焊接十字交叉部位,数控自动焊接耳环(180°), 数控间隔N根纬丝不穿网,数控无纬丝焊接,数控剪断(本机阐述无需人工接入,全自动化机器完成)。
(2)设备整体设计合理。设备具有整体底盘结构,压花、焊接、剪切三部分布置在一个整体底盘上,且三部分的外框架通过花篮螺栓前后相互连接,实现框架相对位置前后调节。焊接段、剪切段设置独立的前后移动的油缸,可根据金属网的规格通过操作台控制前后平滑调整位置。
(3)采用液压系统参与自动控制。设备安装液压站一台,代替老式编网机曲柄连杆机构,液压站通过控制油缸辅助实现编织部分提线架的上、下控制以及横丝的往前推丝、到位切断等功能,控制灵活。液压站泵头、阀件采用国内知名品牌,泵箱下方加工整体式集油槽,油污严禁落地。
(4)横丝校直穿丝速度快。横丝校直部分采用拐弯式伺服控制校直穿丝机构,以推网板侧立面为穿丝面,使用强性磁铁作为横丝行走轨道。应用拐弯机构使横丝丝盘放置在设备后面,与其它丝盘放在一起,减少空间占用。伺服电机控制使穿丝速度快,立面强磁轨道使穿丝过程中不会产生阻碍。横丝经过调直轮较直,直线度不低于1%。
(5)压花进丝机构采用伺服控制二级齿轮减速。压花进丝机构采用两级齿轮减速,在一个涡轮蜗杆减速机的后面另外增加一组减速齿轮,避免使用一级减速时齿轮力矩过大容易发生磨损机械故障的风险。伺服电机控制使进丝速度可调节
(6)剪断部分外侧使用自动落料架。在剪断机外侧安装自动落料架,未剪断的编织网通过剪断机后运行在自动码放架上,当金属网剪断的瞬间,码放架机构动作拓宽展开,金属网竖直掉落在下方准备好的推车上,即实现自动落料,又避免与后一张金属网相互造成工序干扰。
(7)焊接部分配置设计合理。电阻焊接部分,一是电极移动压接采用大容量气缸,缸体采用分体式设计,动作灵活控制力强,气缸中下侧加装LED照明灯带方便夜班工作。二是压缩空气缓存装置采用大容量储气缓冲装置,保证气缸动作时足够的气压,使得气缸动作同步和稳定。三是控制焊接电压的晶闸管采用700A容量或以上型号,确保电阻焊接一次成型。四是焊接变压器单台容量不低于150Kva,单台变压器控制电极回路不得大于4路,变压器和铜底座连接要用铜排过度连接。
(8)各工序配合协调速度快。设备运行时各环节协调配合,出网速度快,按80mm网格尺寸计算,每分钟可编织焊接金属网纵向长度不少于1.0m。设备自动运行模式下,切网环节设备需停机0.3秒,整台设备仅需一人在剪切完成落料后辅助落料整齐,同时负责巡检工作,设备除开关控制柜安装急停开关外应在巡查位置加装两处急停开关以应急停机使用,其它环节取消人员。
(9)实现自动折弯功能。根据防冲编织焊接直连网的加工技术要求,在横丝穿丝、两侧横丝自动折弯,使得横丝两侧根据要求弯折210度,弯折后交叉处应密贴,间隙不大于1mm。两侧实现同步握边,确保握边效率。
三、整套设备基本配置图:
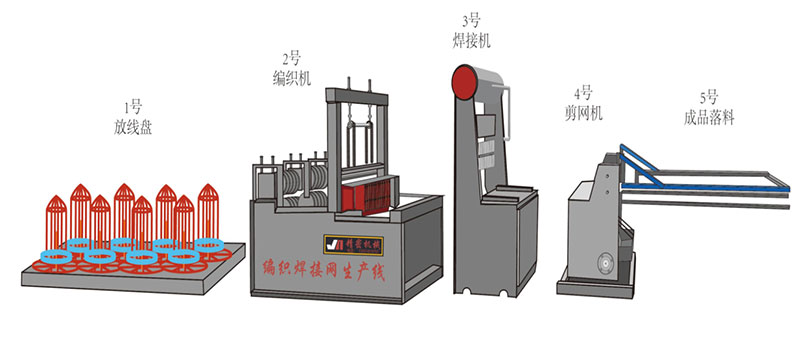
(一)设备基本布置图

(二)机型一编网示意图
四、基本参数
1.自动钢筋焊接编织网片生产线基础技术参数
| 序号 | 项 目 名 称 | 技 术 指 标 | 备 注 |
| 1 | 电源 | AC380V 50HZ | |
| 2 | 整机功率 | 23KW | |
| 3 | 控制系统 | PLC(XC5型)触摸屏智能全自动控制 | |
| 4 | 工作产量 | 每9小时≥800m2 | |
| 5 | 加工尺寸 | 宽0.6m-1.28m,长度任意可调 | |
| 6 | 操控方式 | 可远程控制 |
1.1原材料储料盘
| 序号 | 项 目 名 称 | 技 术 指 标 | 备 注 |
| 1 | 材质 | Q195 Q235 HPB300 | 承重≥1T |
| 2 | 圆盘直径 | ø1.0m | |
| 3 | 轴承 | NSK6603AV |
1.2编织主机
| 序号 | 项 目 名 称 | 技 术 指 标 | 备 注 |
| 1 | 电源 | AC380V 50HZ | |
| 2 | 编织丝径 | Ø4.8mm-ø6.35mm | |
| 3 | 编织孔径 | 根据产品需求可调 | |
| 4 | 编织类型 | 双向弯曲(采用Cr12钼钒轧丝) | |
| 5 | 轧丝轴径 | ø112mm,45号钢调直精车外圆精磨 表面镀洛 | |
| 6 | 轧丝轮轴径 | ø112mm | |
| 7 | 轧丝轮材质 | Cr12钼钒 | |
| 8 | 编织速度 | 18-25次/min | |
| 9 | 纬线电机 | 7.5KW(采用最新款齿轮传动机构传动RV二级变速,伺服电机送径丝,理论输出功率扭矩可达12000NM)。 | |
| 10 | 纬丝方向 | 90°拐角 不占地方 | |
| 11 | 径线电机 | 3.8KW(采用齿轮传动RV一级变速,伺服送径) | |
| 12 | 横丝入料 | PLC数控伺服电机轧丝自动切断 | |
| 13 | 送纬方式 | 采用新型可调形成传动,双侧齿轮传动变棕,双齿轮保证曲轴强度。 | |
| 14 | 编网长度 | PLC 数控设定长度自动切断 | |
| 15 | PLC操控系统 | 采用JL2021最新编织操作系统,更加人性化,简单易操作。 |
1.3焊接主机
| 序号 | 项 目 名 称 | 技 术 指 标 | 备 注 |
| 1 | 电源 | AC380V 50HZ | |
| 2 | 控制方式 | PLC 数控可匹配遥控器远程操控 | |
| 3 | 焊接变压器功率 | 150kva | |
| 4 | 变压器类型 | JM工频浇筑式变压器 | |
| 5 | 焊头大小 | 40mm*40mm*40mm水冷 | |
| 6 | 焊接定位 | 具备焊接定位功能 | |
| 7 | 防粘连 | 具备焊接防粘连功能,防止粘连铜座 | |
| 8 | 冷却方式空调冷 | 水冷焊机、水冷下焊铜座 | |
| 9 | 焊接下压方式 | 气动焊接 | |
| 10 | 变压器烧容测量 | 附带烧容测量端子 | |
| 11 | 高强度储气装置 | 储气罐采用大容量 防爆罐焊接 | |
| 12 | 焊接牢固度 | 融深度可调 |
1.4自动切网机
| 序号 | 项 目 名 称 | 技 术 指 标 | 备 注 |
| 1 | 电源 | AC380V 50HZ | |
| 2 | 控制方式 | PLC 数控可匹配遥控器远程操控 | |
| 3 | 最大切丝直径 | ø8mm | |
| 4 | 切断功率 | 5.5KW/刹车电机 | |
| 5 | 落片方式 | 切断自动落片 | |
| 6 | 切断速度 | ≤1秒 | |
| 7 | 切断方式 | 节能型切断机,只在切断时工作 |
1.6 PLC控制柜
| 序号 | 项 目 名 称 | 技 术 指 标 | 备 注 |
| 1 | 电源 | AC380V 50HZ | |
| 2 | 控制器 | PLC编程控制器 | |
| 3 | 显示屏 | 工业级嵌入式触摸屏 | |
| 4 | 断路器 | 500A | |
| 5 | 继电器 | 欧姆龙AC220V | |
| 6 | 伺服控制器 | 采用JL2021最新编织操作系统,抗干扰焊接模块。 |
| 轧花焊接机配置清单 | |||
| 名称 | 型号 | 数量 | 备注: |
| 编网主机 | JM-1280 | 1台 | 14-18根丝带折边耳环 |
| 焊网主机 | JM-1280 | 1台 | 14-16焊接点 |
| 剪网机 | JM-1300 | 1台 | |
| 鳄鱼焊接机 | 1套 | 两侧焊接耳环 | |
| 循环水泵 | JM750W | 1个 | |
| 放丝架 | 600KG | 18个 | |
| 放丝架底座 | 3套 | 2大1小 | |
| 压力轴承 | 14-18套 | ||
| 电箱 | PLC | 1套 | |
| 对焊机 | JM-D | 1台 | |
| 整体固定平台 | JM-T | 1套 | |
| 易损件及工具 | 随机 | 若干 | |
| 断线钳 | 1套 | ||
3.3.1自收到定金之日起25天到35交货(不含年假)。
3.3.2主机塑料薄膜包装,配件 电柜 防水包装。
3.3.3在我方厂内提货,我公司负责联系车辆及装车,并安排运输设备到客户公司所在地,运输费用由需方承担。
3.4设备安装和调试
我公司负责首次安装调试及人员培训,内容如下:
(1)对客户所购设备的机械及电气线的检查并安装。
(2)按客户设备要求进行调试,直至正常生产,对客户操作人员进行指导和培训。
(3)原机型增加配置物料需另行支付成本费用
3.5客户提供
请在调试设备之前做好以下准备工作:
(1)根据设备布局图准备地基并简单安装。
(2)备好外接电源与主控柜之间的电源线。
(3)提供满足设备要求的原材料及必要的操作工具。
(4)安装好气源设备、水冷设备及其它辅助设备。
3.6货款结算
预付合同总金额的35%,余款提货时一次性付清(只接受现金)。
3.7设备颜色
3.7.1机器主体颜色为精密机械品牌标准浅灰色系,其中少数特殊零部件为黄色、黑色或银色。
3.8保修期
保修期自设备出厂日期起8小时×360天,易损件缺相高低压亏水除外。
联系人:张经理
手机:15588758615
电话:0537-2582299
网址:www.jnsyzg.com

 公司新闻
公司新闻 行业资讯
行业资讯 常见问题
常见问题